消费品行业
建筑行业
模具与工装
实验室仪器行业
熔融铸造行业
汽车行业
3D打印线材
3D打印笔线材
粒料
配件
常见问题解答
咨询
查找经销商
从我们自购产品
下载中心
我们的公司
荣誉奖项
新闻资讯
职业发展
可持续性发展
联系我们
PLA
PETG
ABS/ASA
PC
PA(Nylon)
TPU
PVB
Support
材料对比
PolySonic™ PLA
高速 PLA
高精度
PolySonic™ PLA Pro
高速 PLA
高韧性
PolyTerra™ PLA
环保PLA
丰富的色彩和效果
PolyTerra™ PLA+
比PolyTerra™ PLA更高的刚性
珠光的表面质感
PolyTerra™ Edition-R
黑色哑光质感
环保PLA
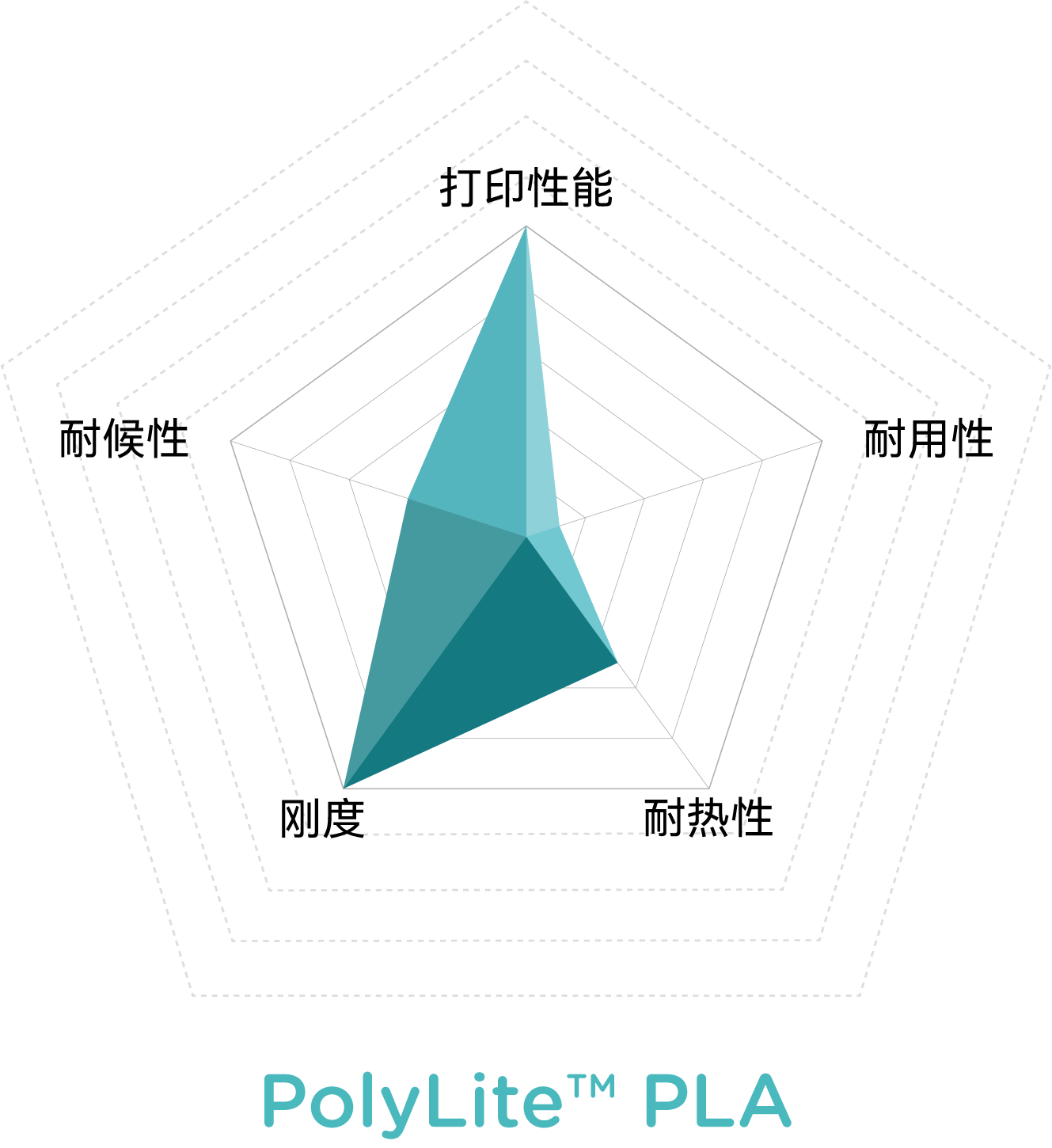
PolyLite™ PLA
高品质PLA
高模量&高可靠性
PolyLite™ PLA Pro
刚韧平衡的PLA
可靠性高
PolyLite™ PLA-CF
碳纤维增强PLA
高尺寸精度
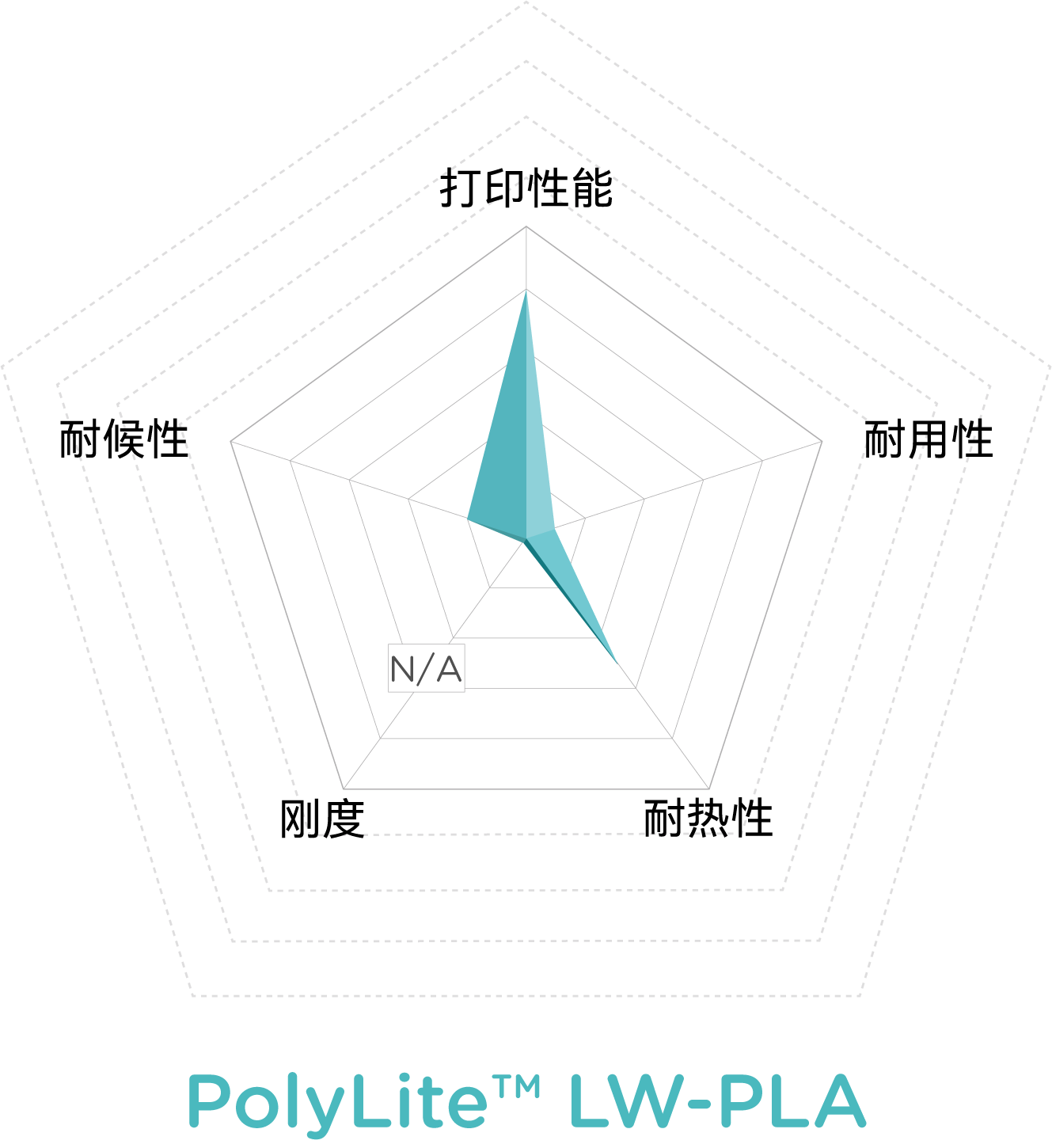
PolyLite™ LW-PLA
轻质PLA
相当于常规PLA密度的70%
PolyLite™ CosPLA
易于打磨
优异的着色能力
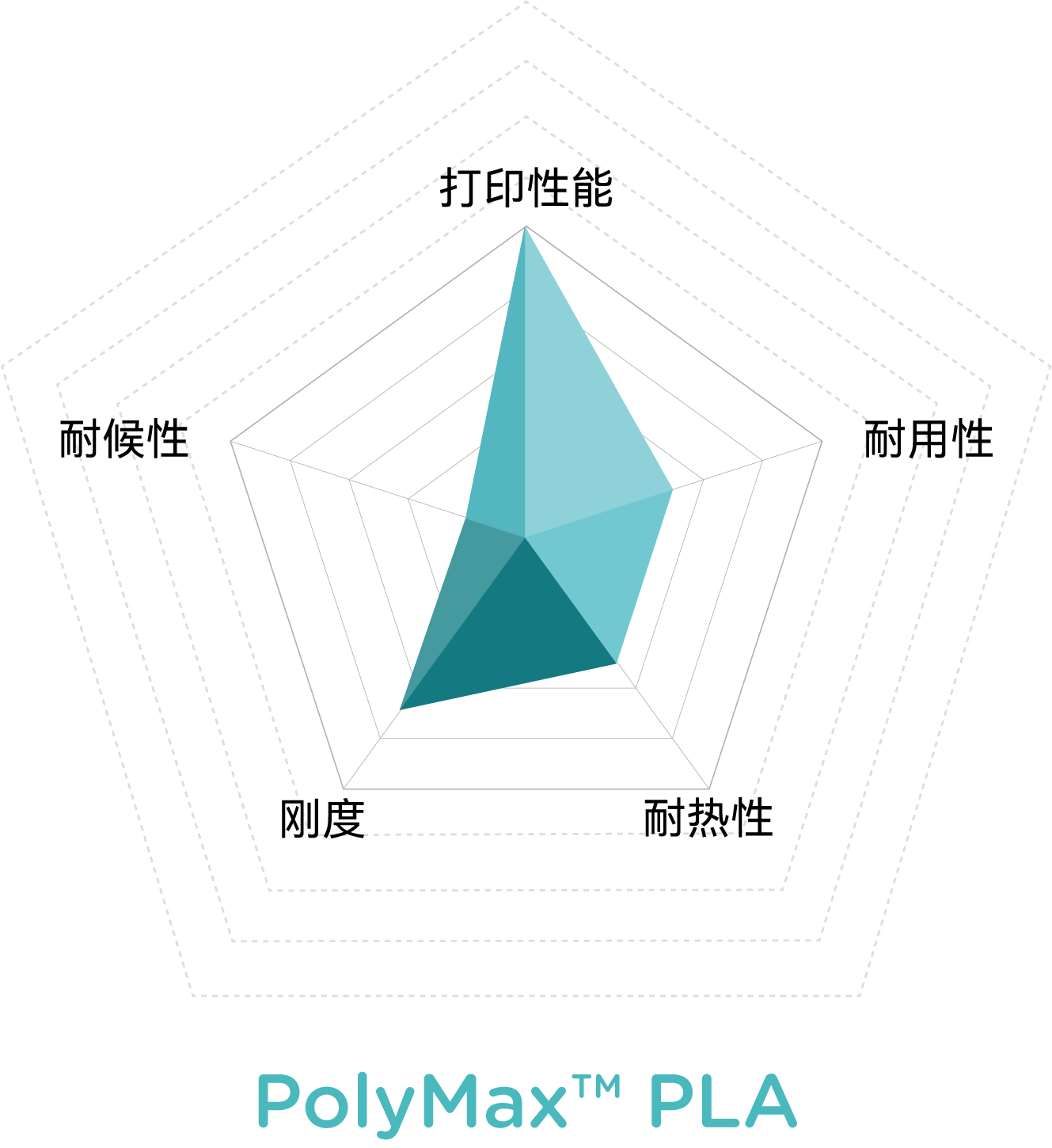
PolyMax™ PLA
韧性超越ABS
易于打印
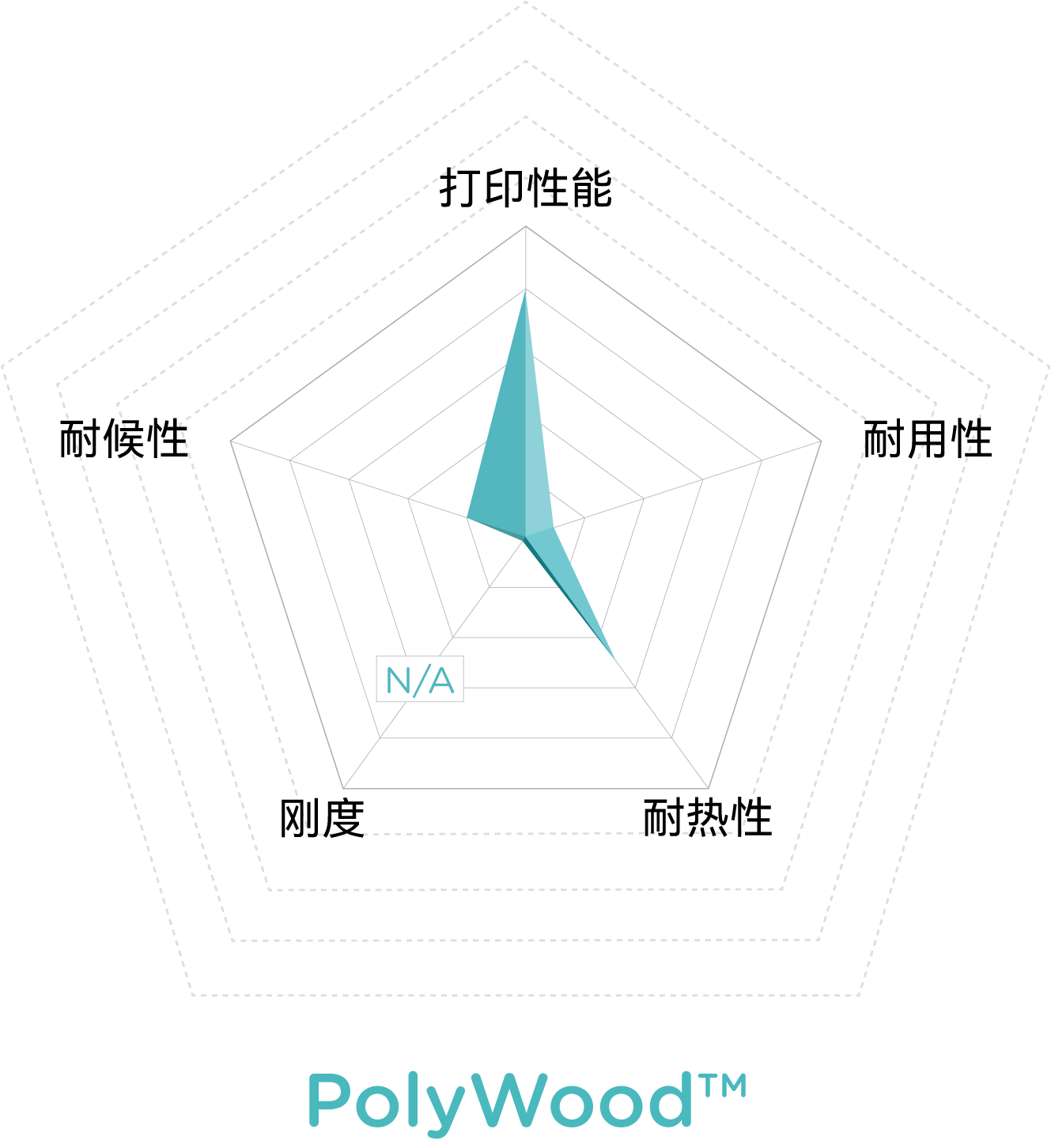
PolyWood™
仿木质感PLA
哑光表面
Polymaker Draft PLA
批量包装PLA
物超所值
PolyLite™ PETG
易于打印
耐热温度较PLA高20℃
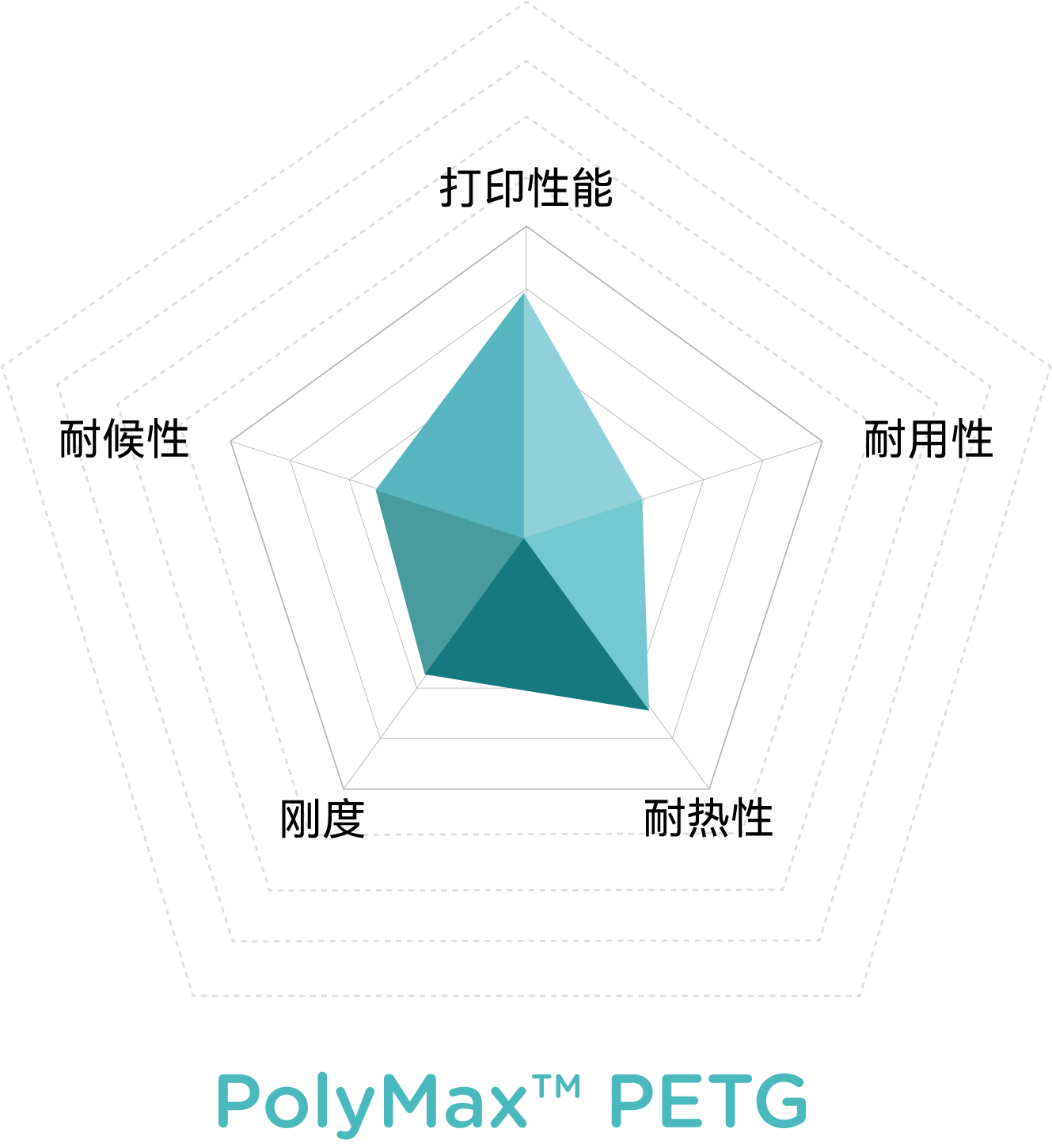
PolyMax™ PETG
强韧PETG
纳米增韧技术
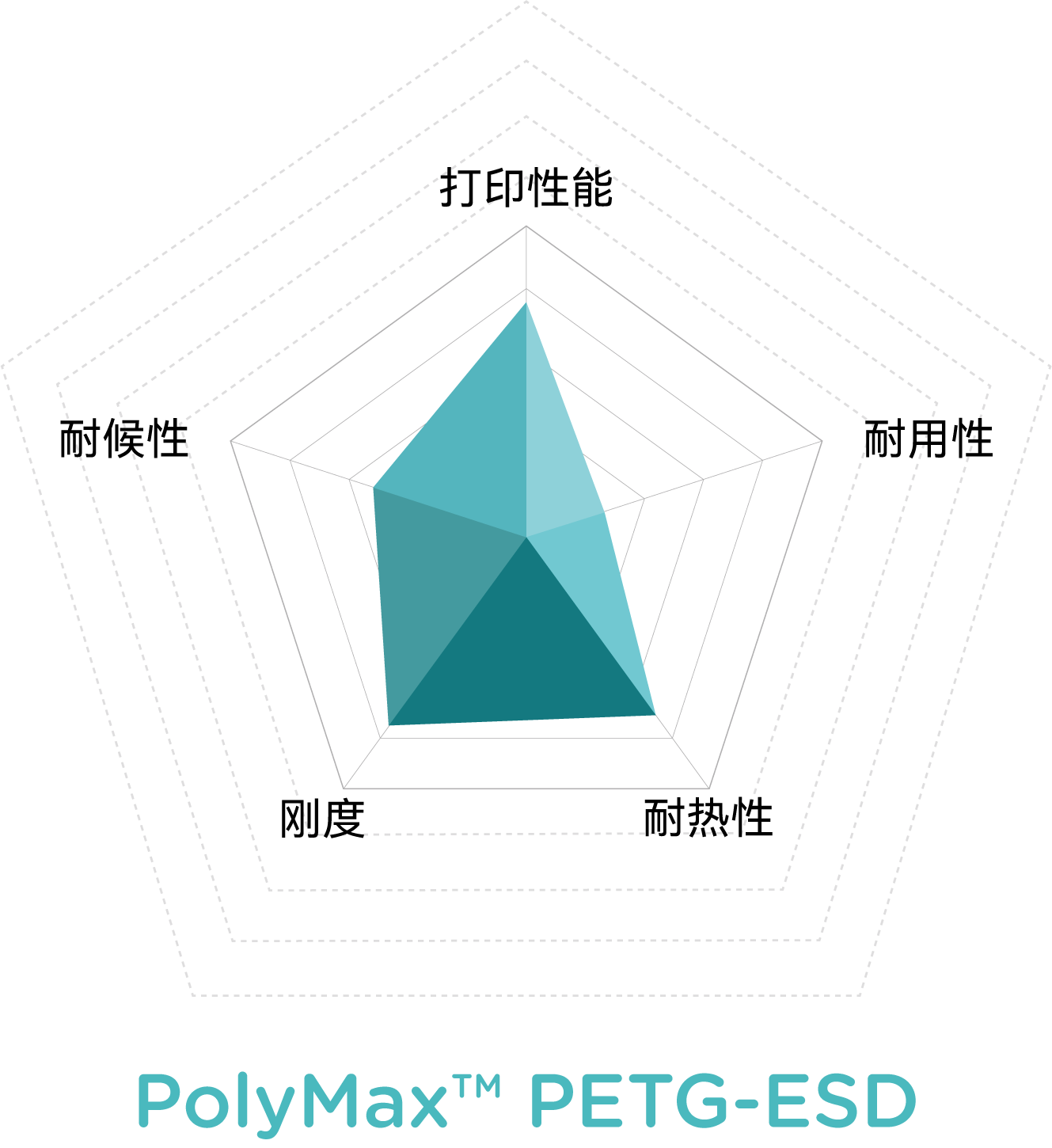
PolyMax™ PETG-ESD
ESD安全
低表面电阻率
PolyLite™ ABS
低气味ABS
坚固耐用
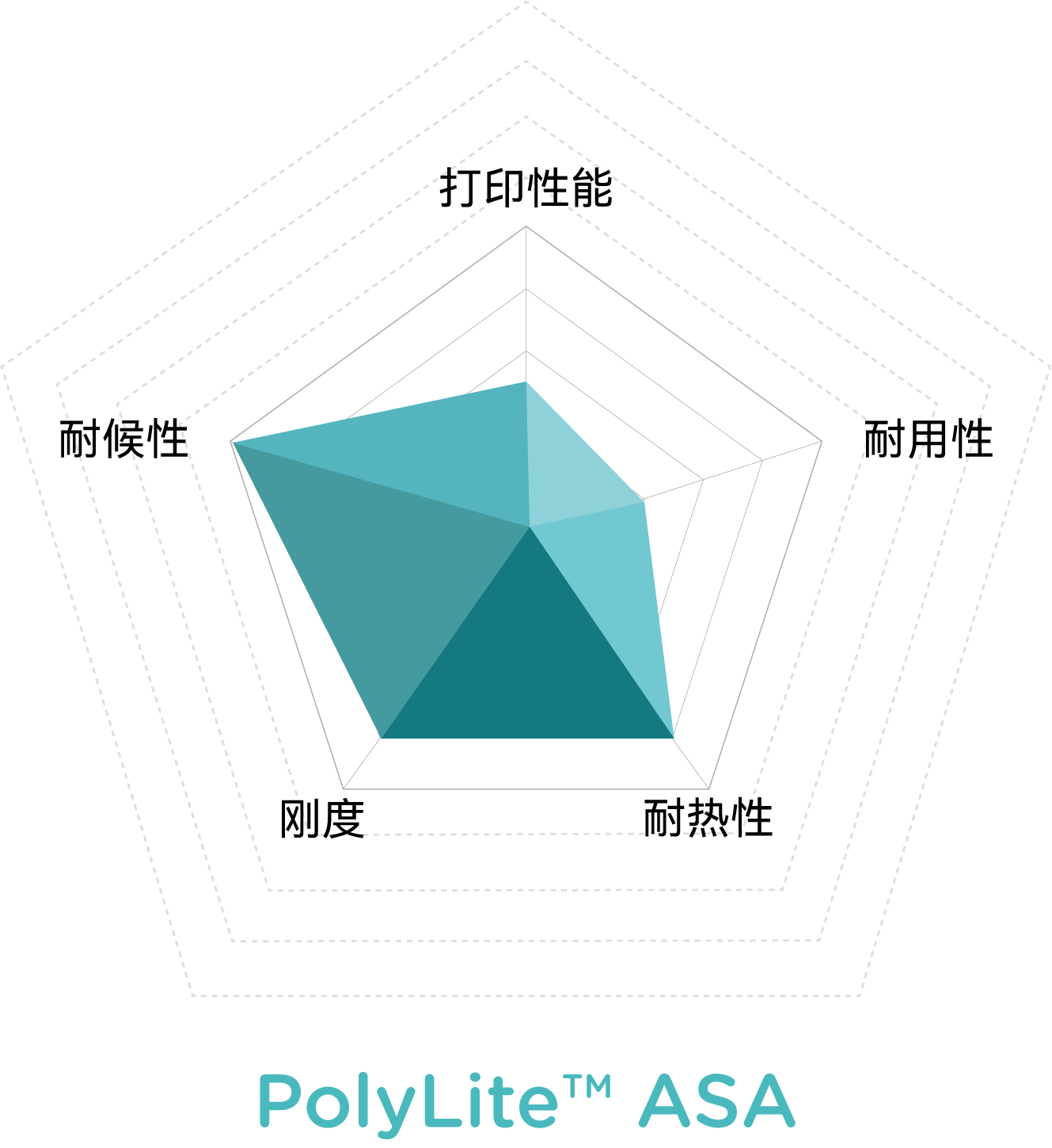
PolyLite™ ASA
耐候性材料
抗紫外线
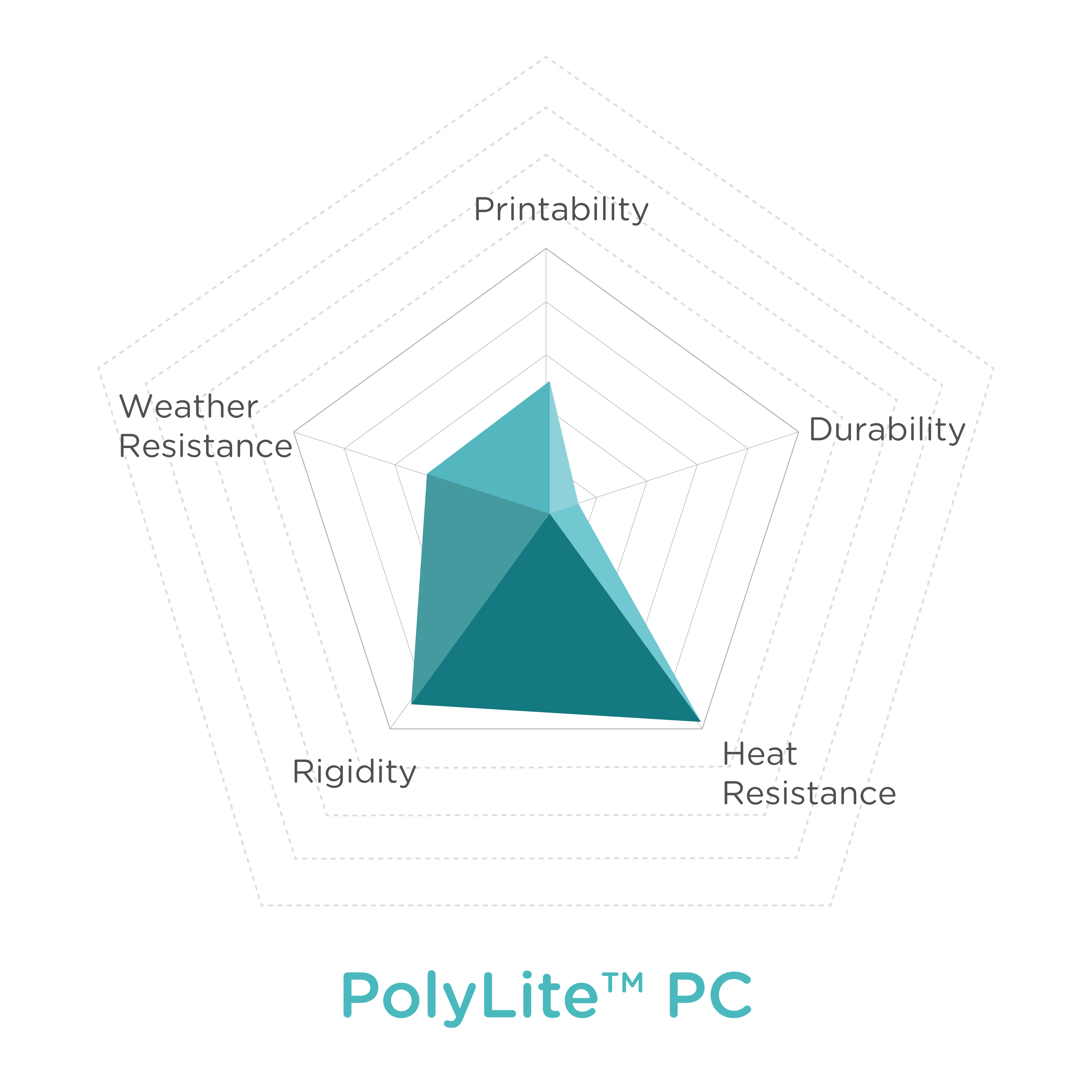
PolyLite™ PC
天然透明
刚性佳
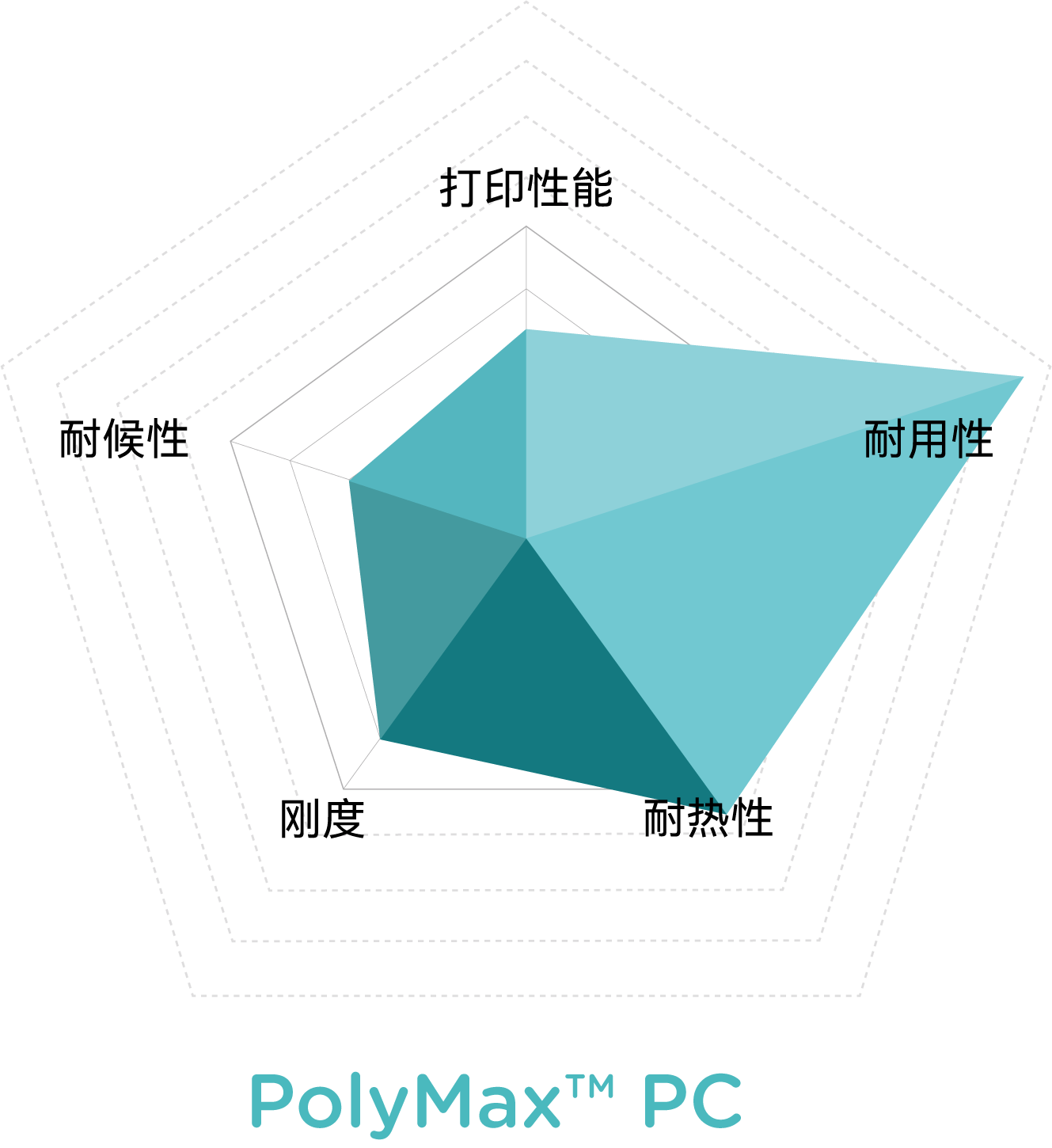
PolyMax™ PC
高强度
高耐热
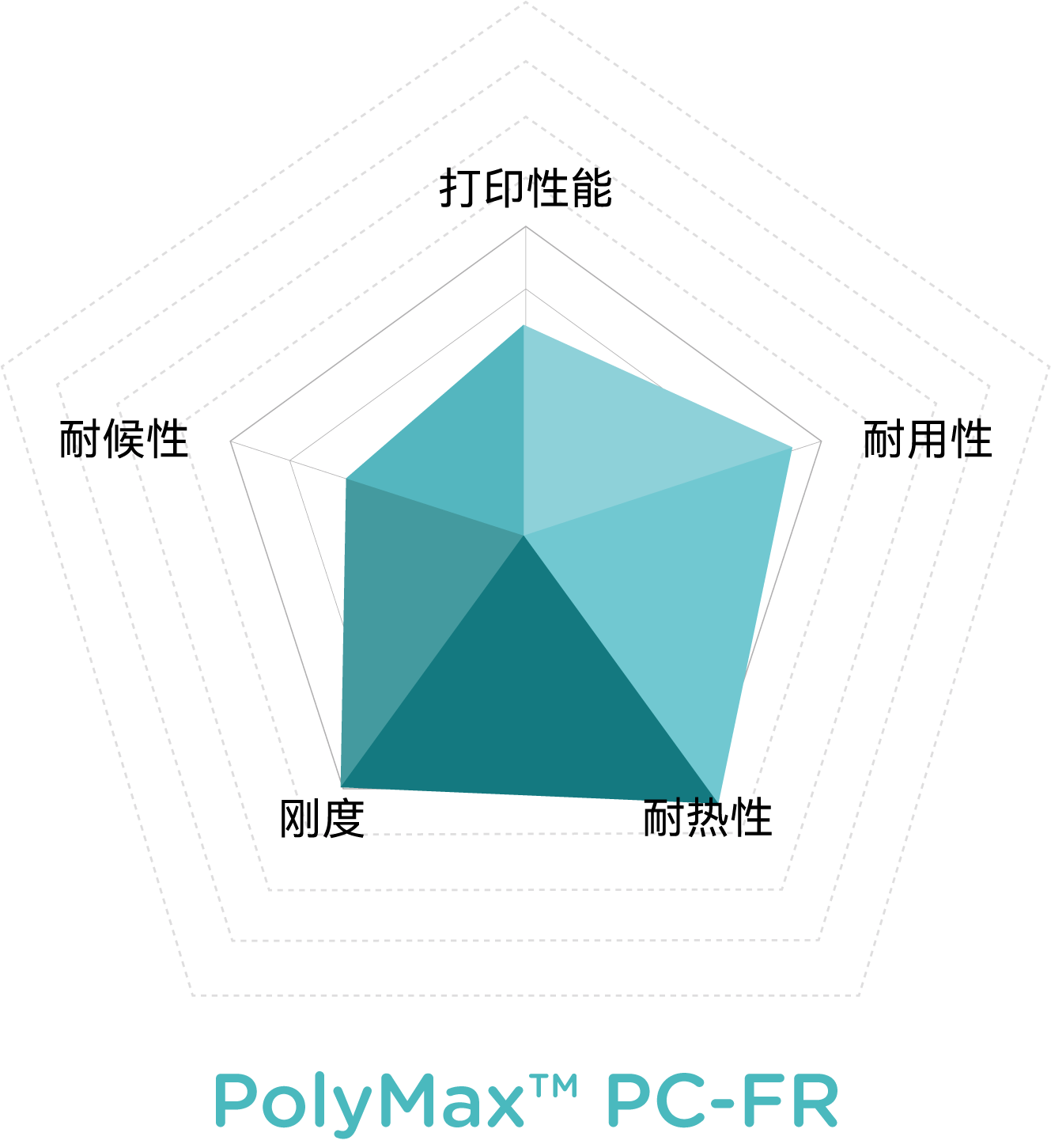
PolyMax™ PC-FR
阻燃材料
强韧PC
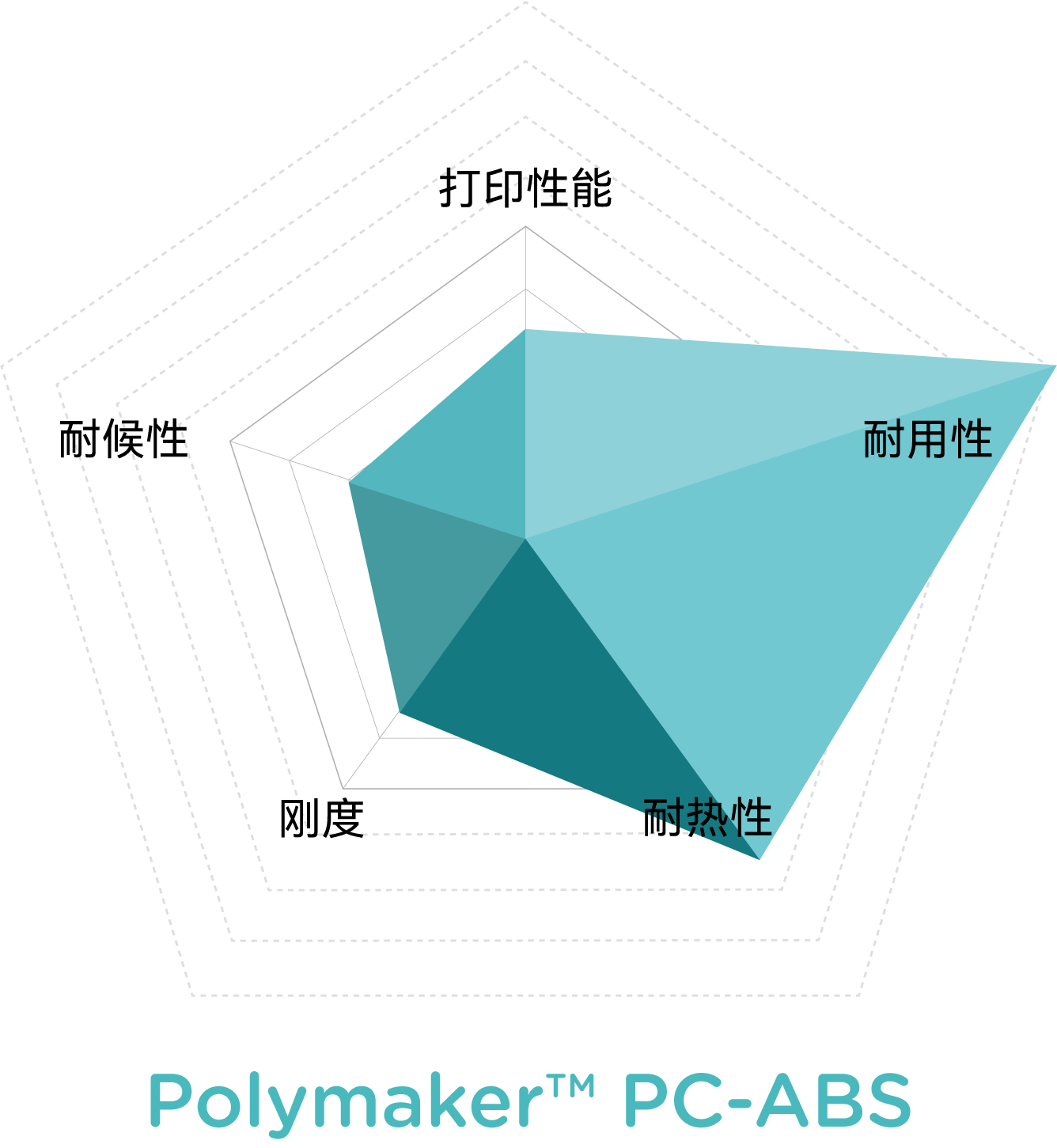
Polymaker PC-ABS
出色的机械性能
韧性好,耐冲击
Polymaker PC-PBT
低温下韧性强
耐化性强
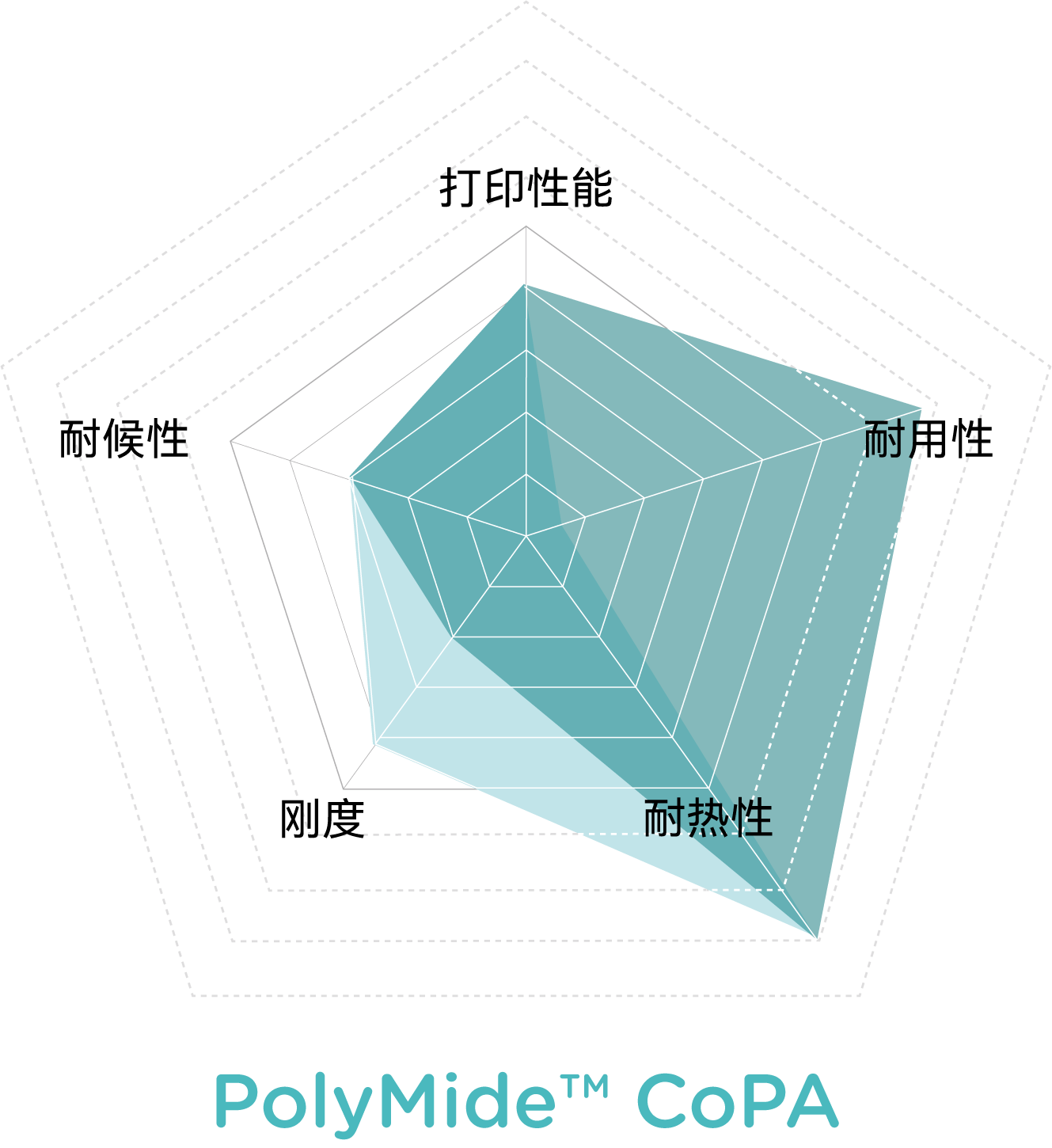
PolyMide™ CoPA
耐热至180°C
坚韧度高
PolyMide™ PA612-CF
比PA6更低的水分敏感性
比PA12-CF更坚固
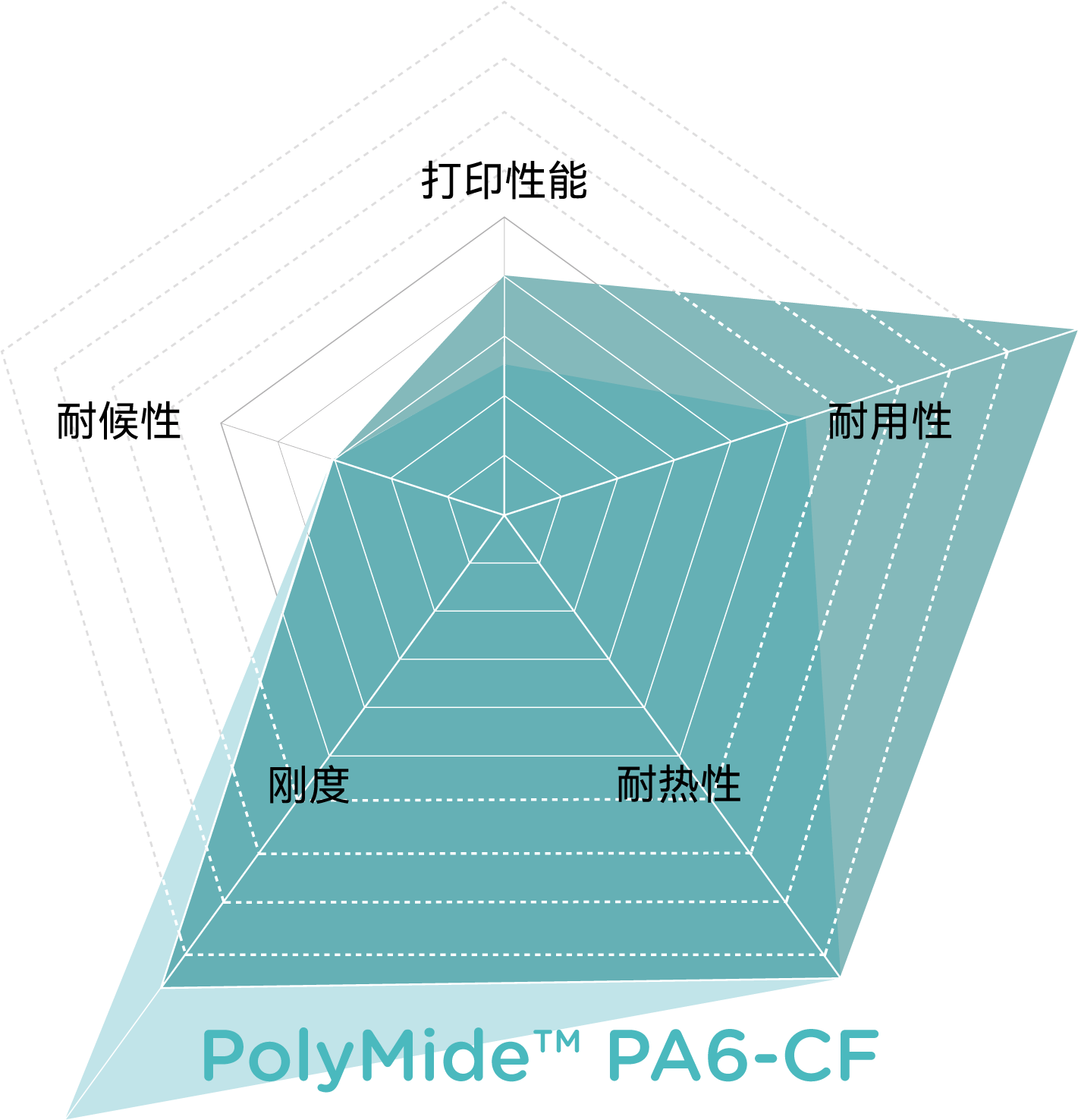
PolyMide™ PA6-CF
优秀的强度与韧性
优异的耐热性
PolyMide™ PA6-GF
极高的刚性
易加工
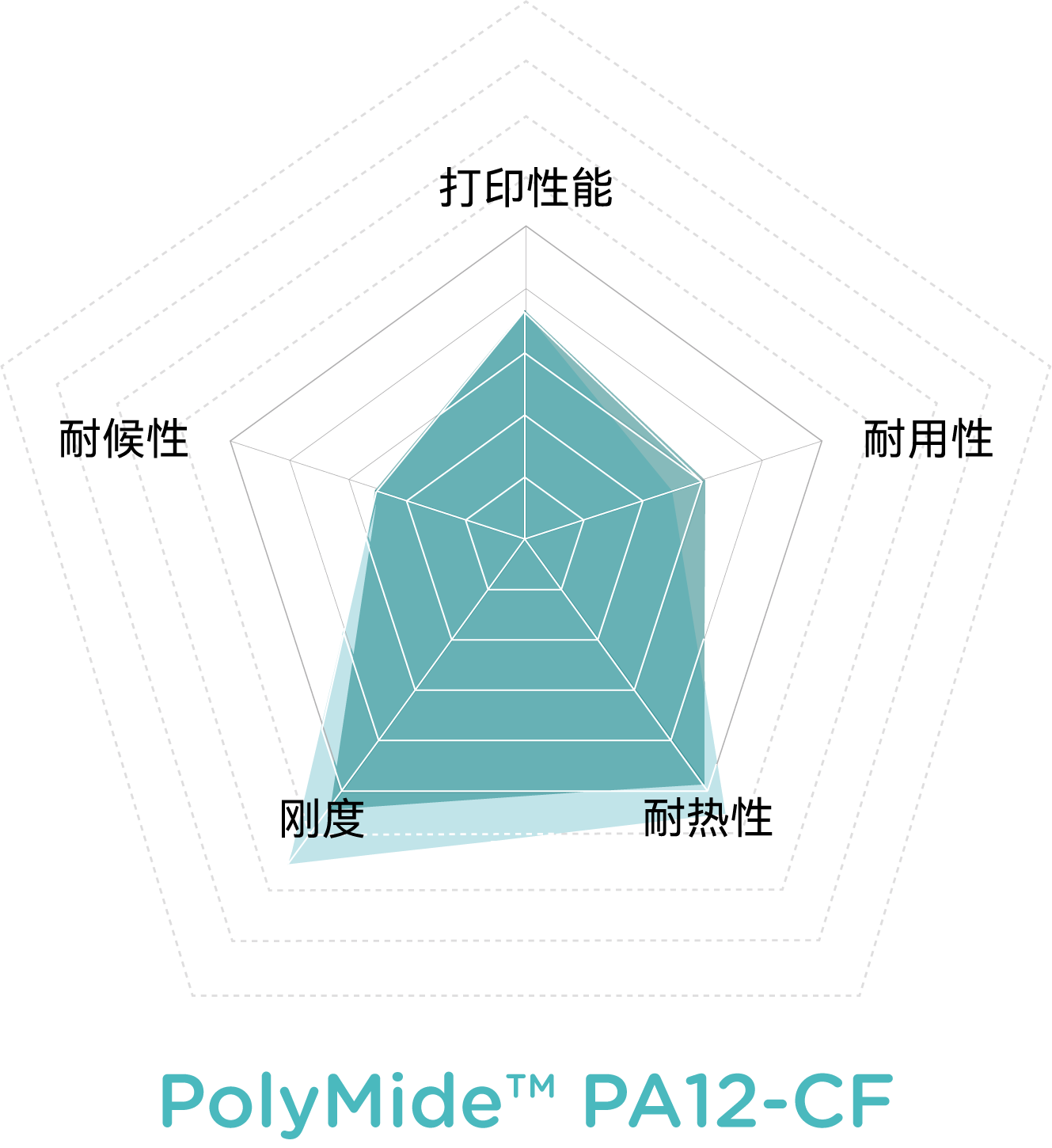
PolyMide™ PA12-CF
易于打印的尼龙
低水分敏感性
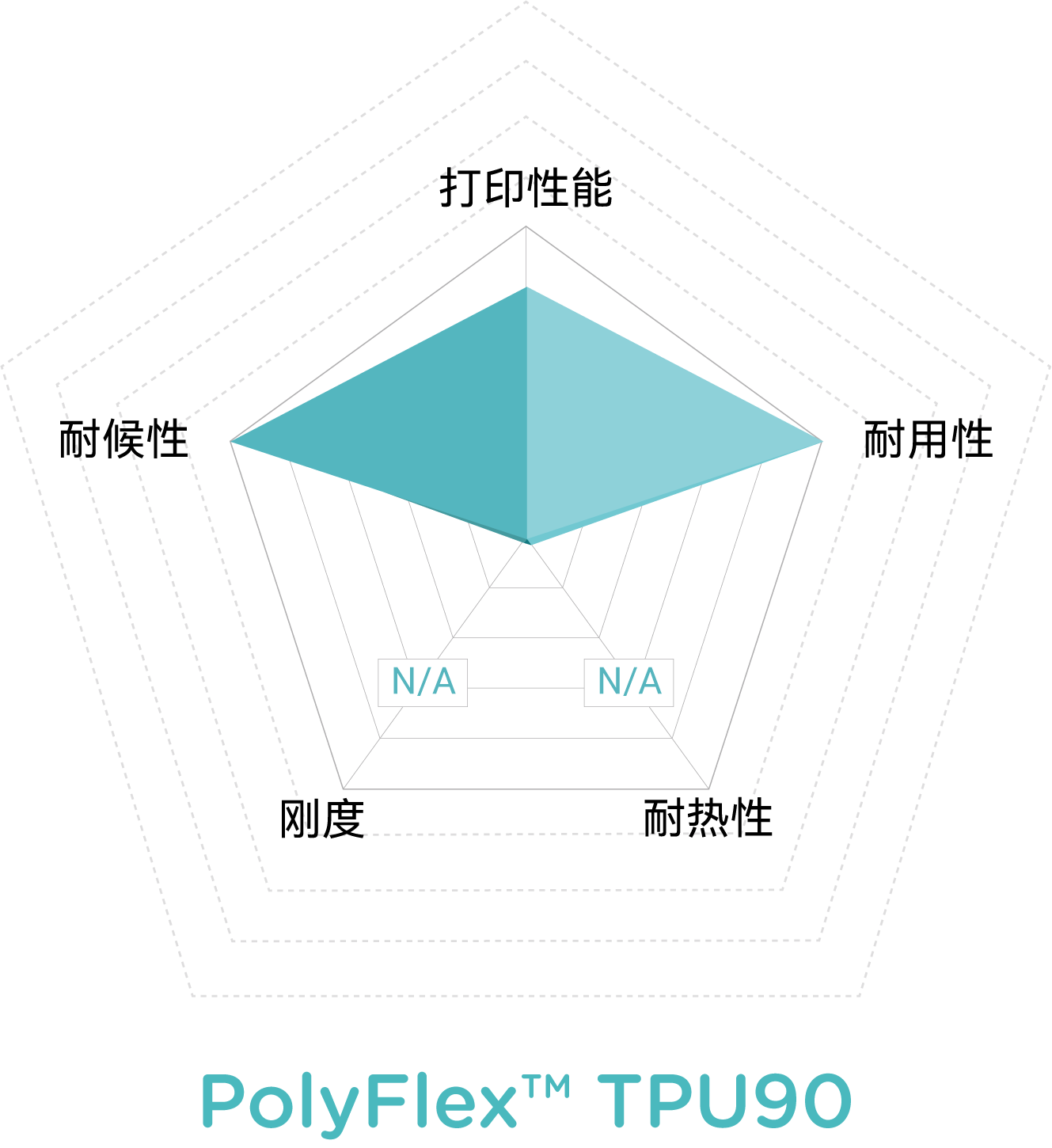
PolyFlex™ TPU90
皮肤接触级
抗紫外
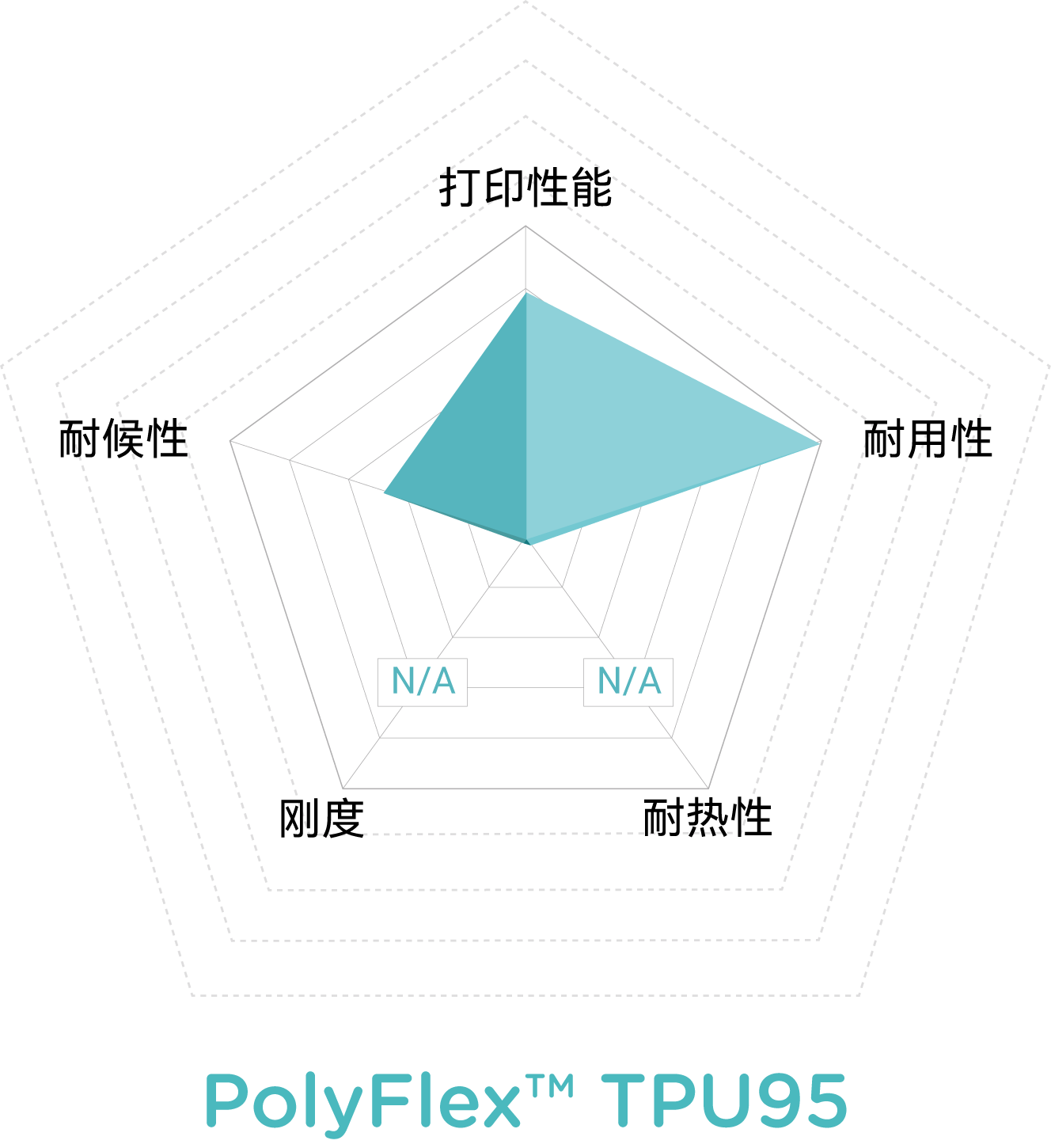
PolyFlex™ TPU95
具有弹性且易打印的材料
硬度为95A
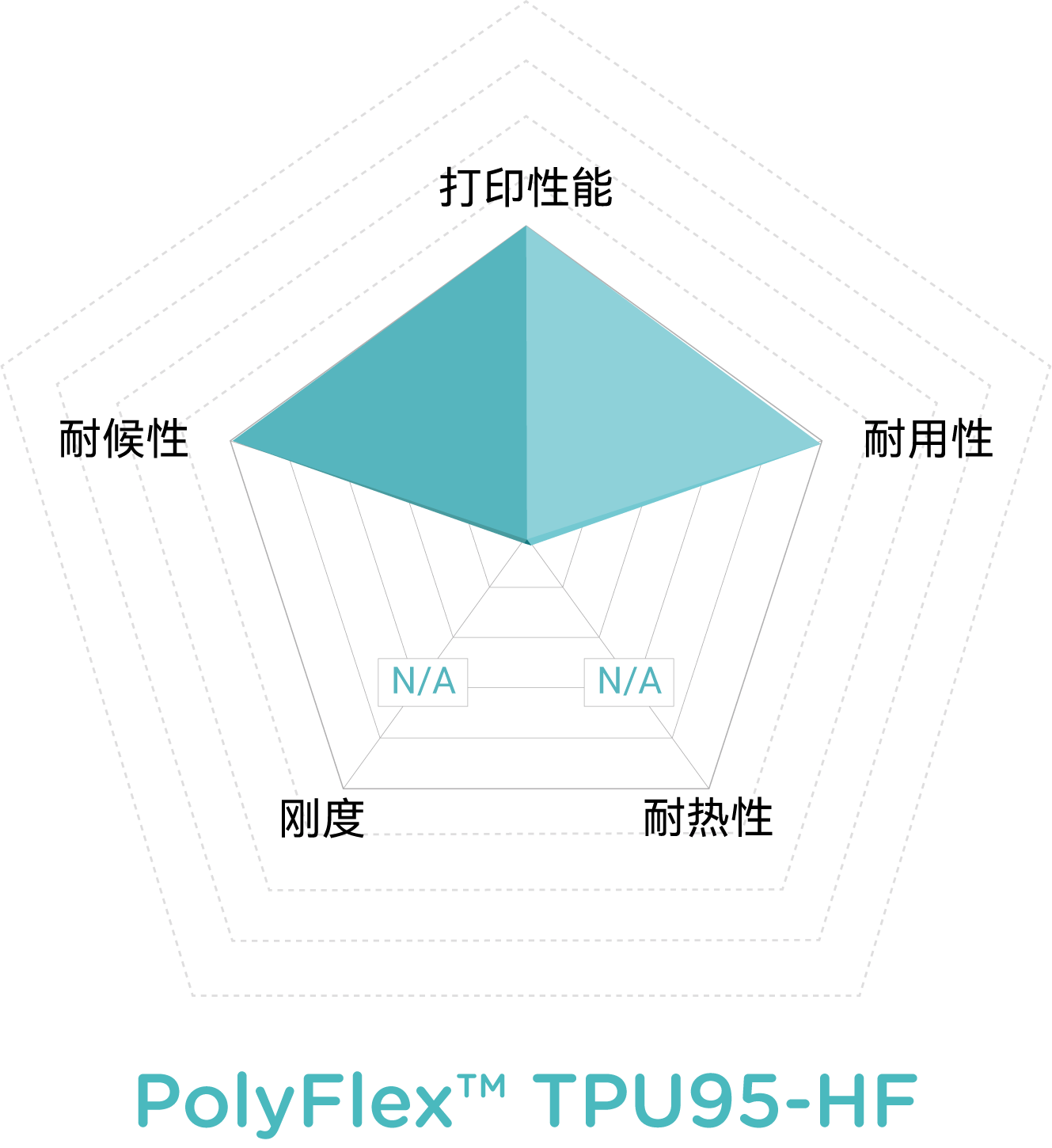
PolyFlex™ TPU95-HF
可高速打印&优异弹性性能
易于打印
PolySmooth™
可酒精抛光
消除层纹
PolyCast™
非常充分的燃烧挥发
灰烬残留物 < 0.003%
PolyDissolve™ S1
可溶性支撑材料
与PLA、尼龙、TPU、PVB兼容
PolySupport™
易剥离支撑
后处理快速简便
PolySupport™ for PA12
针对PA12类基材的易剥离支撑
无需额外的工具辅助剥离支撑
材料对比
查看我们的材料图表,找到适合您应用的合适线材。
更详细的技术数据,请访问我们的网络应用程序:
Full Technical Data Comparison
干燥状态
吸湿状态
打印性能
材料的打印性能取决于其是否方便使用和对打印机是否有较高要求。
刚度
材料的刚度由其模量定义:杨氏模量 ISO527,GB/T1040。
耐热性
材料的耐热性由其维卡软化温度所决定:维卡软化温度 ISO 306 GB/T 1633。
耐候性
材料的耐候性由其抗紫外线性所决定。目前是估算数据。
耐用性
材料的耐用性取决于其抗冲击性:简支梁冲击强度 ISO179,GB/T1043。
*PolyMide™PA6-CF和PolyMide™PA6-GF的耐热性由其热变形温度所决定:热变形温度ISO 75 0.45 MPa
3D打印线材
3D打印粒料
品牌介绍
应用案例
产品
服务与支持
关于我们
商店
美国商店
加拿大商店
3D打印线材
PLA
PETG
ABS/ ASA
PC
PA (Nylon)
TPU
PVB
Support
3D打印粒料
品牌介绍
应用案例
消费品行业
建筑行业
模具与工装
实验室仪器行业
熔融铸造行业
汽车行业
产品
3D打印笔线材
3D打印机线材
粒料
配件
服务于支持
常见问题
查找经销商
从我们直购产品
下载中心
关于我们
品牌介绍
荣誉奖项
新闻信息
职业发展
可持续发展
联系我们
搜索
搜索:
首页
>
关于我们
>
新闻资讯
新闻资讯
Polymaker一直热衷于参与各种3D打印展览和活动,以跟上行业趋势和最终用户的需求。除了这些活动之外,公司还致力于提供领先和高质量的材料,并履行社会责任,以更好地为全球客户提供服务。
2 2 月, 2024
Polymaker获ISCC 认证,彰显其循环与生物经济领域地位
>
16 1 月, 2024
PolyMax™ PETG ESD 在FFC软排线中的灵活运用
>
21 12 月, 2023
TPU95弹性外衣:引领机器人格斗新风潮
>
13 12 月, 2023
Sanjay Mortimer RepRap Festival,Polymaker邀您共同致敬
>
24 11 月, 2023
展会回顾 | Formnext 2023,Polymaker的速度与激情之约
>
8 11 月, 2023
展会回顾 | ERRF2023,掉进多彩的3D打印游戏洞
>
31 10 月, 2023
Formnext 2023,发现Polymaker创新之作
>
30 10 月, 2023
展会回顾 | 在Maker Faire释放你的3D打印小创意~
>
20 10 月, 2023
2023 Polymaker万圣节套装炫酷来袭!
>
20 9 月, 2023
展会回顾 | Polymaker 在今年的TCT Asia带来了什么惊喜
>
13 9 月, 2023
Polymaker重磅发布PolySonic™高速打印PLA系列,展望高速3D打印的未来!
>
8 9 月, 2023
应用案例 | 如何贯穿农业无人机组件全产品生命周期,Polymaker和Amesos有话说
>
8 9 月, 2023
应用案例 | Polymaker联合Amesos,度身定制属于您的FFF2.0连续生产系统
>
1 6 月, 2023
打印分享 | Polymaker为你定制线盘保护壳
>
31 5 月, 2023
展会回顾 | 北美“落基山脉3D打印狂欢节”掠影
>
查看更多
筛选
Category
Category
产品
(25)
企业新闻
(54)
其他
(1)
可持续性发展
(4)
合作
(9)
展会
(18)
应用案例
(21)
教学
(2)
活动
(2)
荣誉奖项
(2)
Menu
美国商店
加拿大商店
close
Hello Polymaker
search
close
arrow-circle-o-down
caret-down
ellipsis-v
cross
chevron-down
menu-circle
cross-circle